
|
|
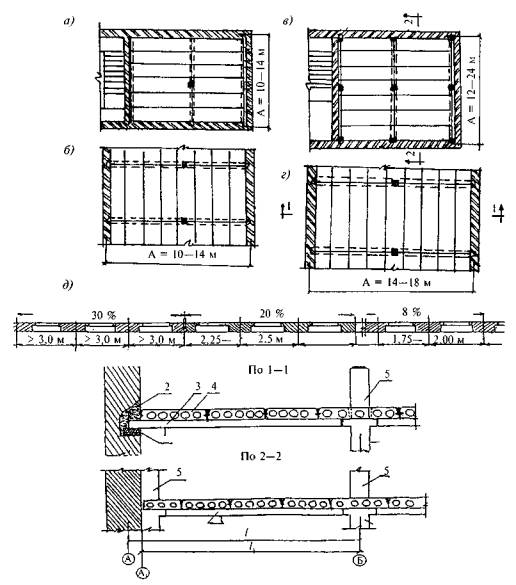
Встроенная система из сборного каркасаДанный способ реконструкции базируется на использовании сборных железобетонных изделий заводского производства. Он впервые предложен и апробирован Матвеевым Е.П. при реконструкции 4- , 5-этажных жилых домов в Москве. За период до 1994 года по этой технологии было реконструировано более десяти 4-5-этажных зданий постройки 1930-х годов с надстройкой на два этажа. Принципиальное решение способа встроенного каркаса распространяется на здания, имеющие в плане прямоугольную или близкую к ней форму. Используются конструктивные схемы с полным и неполным встроенными каркасами. Полный встроенный каркас позволяет исключить из работы ограждающие конструкции стен, что создает предпосылки выполнения реконструктивных работ не только с полной перепланировкой, но и надстройкой несколькими этажами. При использовании схемы неполного каркаса, когда нагрузка от ригелей передается на стеновые конструкции, возможность надстройки ограничивается несущей способностью стен. Использование полного каркаса является более технологичным по сравнению с традиционными методами замены перекрытий, так как существенно снижается объем работ по устройству гнезд опирания, в меньшей степени ослабляется несущая способность стен, а в результате использования плит перекрытий различной длины обеспечивается возможность получения помещений с гибкой планировкой. Полный встроенный каркас применяют при средней степени износа наружных стен и в случае надстройки здания несколькими этажами. При этом шаг расположения колонн согласуется с шагом оконных проемов и принимается кратным им. Использование полного встроенного каркаса позволяет превратить наружные стены в самонесущие, исключить комплекс работ по их усилению. Такое решение не ограничивает этажность надстройки, что в ряде случаев является определяющим при реализации проекта реконструкции. Базовыми элементами являются сборные железобетонные конструкции модернизированного каркаса серии 1.020-1/87: фундаменты, ригели, плиты перекрытия сплошного сечения или многопустотный настил, стеновые блоки и панели, колонны высотой на 1-3 этажа, лестничные марши и площадки, сантехкабины, вентблоки, секции мусоропроводов, лифтовых шахт и др. В зависимости от шага оконных проемов определяются типоразмеры плит перекрытий, максимальной ширины корпуса - геометрические размеры ригелей, а высоты этажа - параметры колонн. На рис. 9.2 приведены некоторые технологические решения использования сборных встроенных систем для различных типов реконструируемых зданий: однопролетных, двухпролетных с внутренней несущей стеной, однопролетных с внутренними поперечными несущими стенами, секционного типа.
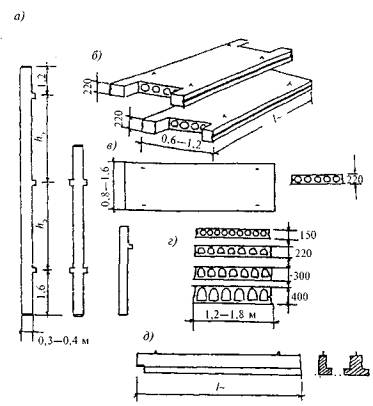
Рис. 9.2. Встроенные системы с неполным (а, б) и полным (в, г) каркасами и повторяемость оконных проемов для различных зданий (д) Для снижения себестоимости производства работ из-за широкой номенклатуры сборных конструкций целесообразно использовать ригели и многопустотный настил, изготавливаемые по экструзионной технологии, с разрезкой на требуемые размеры. Повышение уровня монтажной технологичности может быть достигнуто путем увеличения шага колонн встроенной системы и применения плит большепролетного размера, использования многоэтажных колонн и стыковых бессварных соединений. На рис. 9.3 приведена примерная номенклатура железобетонных изделий.
Рис. 9.3. Примерная номенклатура сборных изделий При устройстве встроенной системы из типовых элементов сборного железобетона достигается максимальная производительность монтажных кранов за счет повышения коэффициента использования по грузоподъемности. Так, при использовании двух типов кранов КБ-160.2 грузоподъемностью 8 т и вылетом стрелы 25,0 м и КБ-160.1 грузоподъемностью 5 т с тем же вылетом, для крана с меньшей грузоподъемностью (КБ-160.1) необходимо использование колонн 2-3-ярусной разрезки с массой до 4 т, составных панелей стен жесткости из двух элементов, вместо блоков сантехкабин и лифтовых шахт использовать поэлементную сборку из панелей. Вариантное сравнение по степени механизации монтажных процессов в зависимости от массивности изделий показало, что себестоимость работ может быть снижена на 8-12 % за счет использования более технологичных конструктивных элементов. Снижение числа циклов подъема и установки сборных элементов способствует сокращению общей продолжительности производства монтажных работ, а дополнительное снижение монтажного цикла достигается в результате использования менее трудоемких стыковых соединений. Определяющее влияние на продолжительность ведения работ оказывают монтажная оснастка, средства выверки и временного крепления элементов. При монтаже колонн в стаканы фундаментов наиболее эффективно применение инвентарных разводных клиньев или клиновых вкладышей. Они обеспечивают снижение продолжительности работы крана до 15%. Для монтажа многоэтажных колонн успешно используются подкосы одиночные и групповые кондукторы. Оснащение их регулировочными винтами позволяет сократить продолжительность выверки в 1,5-2,0 раза и снизить трудоемкость устройства стыков до 30 %. Технологические аспекты метода встроенного монтажа Основой технологии встроенного монтажа является разбивка на технологические ячейки (захватки), которые представляют собой расстояние между лестничными клетками или секции здания. Индексом, определяющим шаг расположения колонн и ригелей встроенного каркаса, является расстояние между осями оконных проемов, которое принимается кратным п = 1, 2, 3, 4. Этот параметр определяет уровень планировочного решения и габариты свободного от опор объема. С увеличением п возрастает перекрываемая площадь, увеличиваются длина плит, их сечение и полезные нагрузки. Технология встроенного монтажа предусматривает поточные методы ведения работ. При конструктивно-технологической схеме неполного каркаса без надстройки этажей можно выделить четыре технологических потока монтажного цикла: устройство фундаментов под средний ряд колонн; подготовка опор под ригели; монтаж колонн, ригелей, стенок жесткости и плит перекрытия; монтаж сантехкабин, лифтовых шахт, вентблоков, лестничных маршей и площадок. Технологическая последовательность выполнения работ предусматривает раздельный метод монтажа колонн с использованием кондукторных систем для выверки и временного крепления и комбинированный - для монтажа ригелей и плит перекрытия. Ведущим процессом является монтажный цикл, поэтому вспомогательные процессы подчинены ритму работ ведущего. Для установки колонн в стаканы фундаментов используются различные средства для выверки и временного крепления. Технологически эффективными являются клиновые вкладыши, которые обеспечивают высокую точность установки низа колонн в проектное положение. Наличие подвижной системы механических домкратов позволяет с минимальными трудозатратами обеспечить заданное геометрическое положение колонн. Они в меньшей степени препятствуют омоноличиванию стыков, легко извлекаются для повторного использования. При монтаже многоэтажных колонн дополнительно к вкладышам используются телескопические подкосы, которые обеспечивают устойчивость колонн и их геометрическую неизменяемость. Для строповки колонн применяют траверсы различных конструктивных схем. Они позволяют осуществлять строповку в горизонтальном положении, плавный вертикальный подъем и дистанционную расстроповку после выверки и временного крепления. Наиболее технологичными для вертикального наращивания колонн являются одиночные кондукторы. Их использование снижает до 30 % машинного времени монтажного крана, тем самым повышая производительность. Для возведения встроенной системы требуется использование 3-4 кондукторов. Они обеспечивают ритмичную работу монтажного цикла. Состав работ по устройству встроенного каркаса включает установку колонн, поярусный монтаж ригелей и плит перекрытия, сварку закладных и крепежных деталей, устройство стыков колонн, установку опалубки стыков и их бетонирование, заделку швов плит раствором, оштукатуривание примыкания ригелей. При выборе монтажного крана и дополнительных средств механизации следует учитывать максимальную массу монтируемых элементов, вылет стрелы и высоту подъема крюка. Эти данные позволяют осуществлять подбор крана по техническим характеристикам. Наиболее рациональным является вариант, когда средние массы монтируемых элементов приблизительно одинаковы. Это обстоятельство позволяет более рационально использовать грузоподъемность крана, а также существенно повысить технологичность конструктивных элементов. При использовании конструктивно-технологической схемы с полным каркасом и надстройкой здания технологические потоки подобны ранее рассмотренному варианту с той разницей, что значительное увеличение нагрузки от надстраиваемых этажей требует устройства фундаментов в виде монолитной плиты. Возникает дополнительный поток по устройству стенового ограждения из мелкоштучных элементов или панелей наружных стен для надстраиваемой части. На рис. 9.4 приведен пример реконструкции жилого 5-этажного здания с надстройкой трех этажей. Для секционных домов постройки 1930-40-х годов это решение наиболее эффективно, так как позволяет вписать встроенную систему без значительных конструктивных изменений и дополнений. Это достигается в результате использования шага колонн, кратного расстоянию между простенками, применения ригелей и стенок жесткости, обеспечивающих пространственную жесткость каркаса, колонн высотой на 2-3 этажа, объемных элементов лифтовых шахт и сантехкабин, вентблоков и т.п.
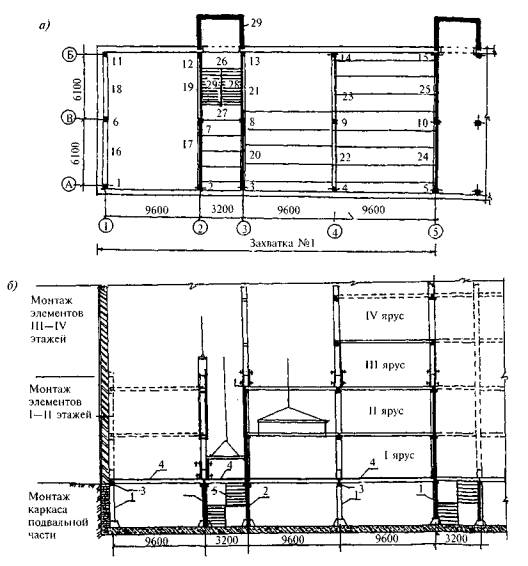
Рис. 9.4. Технологическая схема реконструкции жилого дома с использованием встроенного каркаса с широким шагом колонн Возведение встроенного каркаса осуществляется по захваткам, размеры которых соответствуют секции жилого дома. При длине секции 24,4 м и ширине 13,8 м на каждой секции используется 12 колонн, 4 ригеля, 4 стенки жесткости и два типоразмера плит перекрытий длиной 9,6 и 2,8 м. Минимальное количество типоразмеров сборных деталей обеспечивает высокую технологичность монтажного процесса и резкое снижение трудозатрат. В рассматриваемом примере удельные трудозатраты на устройство 1 м2 перекрытия составляют 0,6-0,8 чел.-ч, что в 1,3-1,6 раза ниже, чем при замене перекрытий по балочной схеме, и в 2,1-3,2 раза ниже, чем при замене перекрытий из мелкоштучных плит по металлическим балкам. Наиболее рациональной является дифференцированная схема монтажа конструкций. На рис. 9.5, а приведена технологическая последовательность монтажа сборных элементов. Первоначально осуществляется монтаж колонн. Для подвального этажа используются одноярусные колонны, устанавливаемые в стаканы фундаментов. Монтаж колонн осуществляется последовательно по захваткам на все здание. Это обеспечивает последующую установку стенок жесткости, ригелей и плит перекрытий при достижении прочности стыка не менее 70 %. Устройство перекрытий над подвальным этажом дает фронт работ для возведения надземной встроенной части, которая ведется комплексно по захваткам с использованием 2- и 3-ярусных колонн.
Рис. 9.5. Технологическая последовательность монтажа элементов встроенного каркаса на захватке (секции) Технологическая схема, иллюстрирующая последовательность монтажа элементов, представлена на рис. 9.5, б. При возведении встроенных конструкций I-II этажей используются двухъярусные колонны, монтаж которых производится с применением одиночных кондукторов. Возведение элементов первого яруса осуществляется в следующей последовательности: монтаж стенок жесткости, являющихся одновременно стенками лестничной клетки; установка ригелей крайнего и среднего рядов; монтаж плит перекрытий; установка лестничных площадок и маршей; монтаж объемных блоков лифтовых шахт, сантехкабин. По завершении монтажа конструкций первого яруса осуществляется установка второго яруса в той же технологической последовательности. Выполнение монтажных работ по захваткам позволяет организовать поточное производство и последовательно создавать фронт работ для других строительных процессов и потоков внутри созданных объемов. Возведение надстройки осуществляется по принятой технологии монтажа. Отсутствие стенового ограждения снижает влияние стесненности работ и повышает производительность труда монтажников. Ведущим процессом при возведении встроенной каркасной системы является монтаж конструкций. Его ритму подчинено выполнение всех других процессов комплекса работ и этапов реконструкции здания. Они увязываются во времени и пространстве. В зависимости от последовательности выполнения монтажных работ применяют раздельный, комплексный или комбинированный методы. В рассматриваемом примере может быть использован раздельный метод для установки колонн и комбинированный - для поярусного возведения перекрытий и монтажа встроенных объемных элементов. Разбивка здания на захватки, являющиеся секциями жилого дома, позволяет принять более рациональную вертикальную схему возведения. Такое решение позволяет создавать необходимый фронт работ для внутриобъектных потоков по устройству стенового ограждения, выполнению специальных и отделочных работ. Последовательное перемещение строительных потоков по секциям обеспечивает ритмичную работу всего комплекса. Максимальное совмещение процессов во времени способствует снижению сроков реконструктивных работ. В процессе выполнения монтажных операций особое внимание уделяется геометрической точности установки сборных элементов. Отклонение параметров от допустимых значений может привести к нарушению собираемости встроенного каркаса, снижению или увеличению опорных площадок ригелей и плит, а также недопустимым отклонениям в размерах. Процесс монтажа сопровождается геодезическим контролем вертикальности колонн, постоянством монтажного горизонта опорных частей для ригелей и плит перекрытий каждого этажа и яруса, сохранением геометрических размеров основных осевых линий и их переносом на уровень монтажного горизонта. Для обеспечения собираемости элементов при их изготовлении и монтаже сохраняются технологические допуски, регламентирующие точность установки. Эти допуски назначаются по условиям технической возможности применяемого оборудования и оснастки при изготовлении и монтажных средств и инструмента при выверке, временном и окончательном закреплении, вызываемых сваркой стыковых элементов. Анализ зависимостей показывает, что вероятность снижения погрешностей снижается с применением кондукторов, а максимальное повышение точности сборки достигается при использовании бессварных соединений колонн (рис. 9.6). Это обстоятельство позволило использовать эти методы стыковки ко тонн в стесненных условиях производства работ, при этом продолжительность и трудоемкость монтажа сокращаются в 1,5-2,0 раза. Бессварные стыковые соединения кроме повышения точности установки элементов способствуют повышению надежности и долговечности встроенных систем вследствие снижения влияния дополнительных напряжений.
Рис. 9.6. Варианты стыковых соединений колонн При использовании штепсельных соединений каждая колонка имеет в обоих торцах четыре анкера и четыре отверстия, чьи диаметр и глубина несколько больше, чем длина и диаметр анкера (штепсельное и муфтовое соединения). Перед наращиванием колонн на поверхность стыкуемых элементов наносится полимерный клей. Установка верхней колонны осуществляется таким образом, чтобы анкеры верхней колонны вошли в отверстия нижней, а анкеры нижней - в отверстия верхней. С помощью коллоидного цементно-песчаного раствора или полимерной мастики осуществляется инъекция каналов, обеспечивающая требуемую адгезию элементов стыка и его равнопрочность. Наиболее технологичным является стык штепсельного типа, который существенно снижает продолжительность монтажа колонн, так как не требует дополнительных операций и материалов. Эффективность работ по устройству встроенного каркаса увеличивается путем повышения технологичности конструктивных элементов. Обобщенный показатель технологичности выражается в виде коэффициента, учитывающего снижение или увеличение себестоимости возведения конструкции по сравнению с эталонной Себестоимость возведения эталонного варианта определяется путем суммирования затрат Сэ = См + Ср + Нр, где См - стоимость механизации; Ср - стоимость рабочей силы; Нр -стоимость накладных расходов. При значении коэффициента технологичности КТ > 1,03 вариант считается более технологичным, чем эталонный. При 0,97 < КТ < 1,03 сравниваемые варианты считаются равноценными. Оценка технологичности отдельных групп конструктивных элементов дает показатель технологичности реконструируемого здания в целом. Он представляет собой сумму средневзвешенных значений соответствующих коэффициентов К конструктивных элементов. Обобщенный коэффициент технологичности встроенной системы может быть оценен как произведение суммы средневзвешенных коэффициентов технологичности конструктивных элементов на коэффициент, определяющий удельную значимость элементов в составе реконструируемого здания li: КТ = SКi×li, при этом Анализ конструктивно-технологических решений показывает, что переход на указанные . строительные элементы приводит к значительному росту показателя технологичности. Так, переход на 2-, 3-, 4-этажные колонны повышает коэффициент технологичности соответственно 1,11; 1,14; 1,17. Увеличение площади плит перекрытия также приводит к заметному росту данного показателя до значений 1,18- 1,25. Снижение количества стыковых соединений колонн снижает трудозатраты пропорционально количеству стыков, а переход на бессварные стыковые соединения дает дополнительное сокращение трудозатрат в 1,5-2 раза и снижение стоимости устройства стыков на 9-15 %. В свою очередь, повышение технологичности приводит к удельному сокращению машинного времени и, как следствие, к снижению себестоимости и продолжительности работ. На рис. 9.7 приведены графики изменения себестоимости работ, включая стоимость изготовления и транспортирования, в зависимости от длины (массы) колонн, размеров ригелей, площади плит перекрытий. Статистическая обработка результатов наблюдений показала, что зона оптимальных габаритов колонн находится в пределах 5-8 т (3-4 этажа), ригелей - 4-6 т (6-9 м), плит перекрытия площадью до 25 м2 (10-12 т).
Рис. 9.7. Себестоимость монтажа в зависимости от массы (площади) конструктивных элементов Процесс укрупнения конструктивных элементов должен быть регулируемым. При значительном увеличении массы монтируемых элементов возможен их переход в другую массовую группу, для которой необходимо использование кранов большей грузоподъемности. Это обстоятельство, как правило, приводит к скачкообразному увеличению себестоимости монтажных работ. 
Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2024 stydopedia.ru Все материалы защищены законодательством РФ.
|


 где DС - увеличение или уменьшение себестоимости возведения эталонного варианта; Сэ - себестоимость возведения эталонного варианта.
где DС - увеличение или уменьшение себестоимости возведения эталонного варианта; Сэ - себестоимость возведения эталонного варианта. где Сэл - стоимость группы сборных элементов; Сзд - стоимость встроенной системы реконструируемого здания.
где Сэл - стоимость группы сборных элементов; Сзд - стоимость встроенной системы реконструируемого здания.