|
|
Указание по обслуживанию смазочной системыПрименяемый смазочный материал имеет следующую характеристику. 1. Масло «индустриальное 30» (машинное) по ГОСТ 1707-51, вязкость в условных градусах (Энглера) при 500С – 3,81-4,59. Перед первоначальным пуском станка необходимо: а) заполнить масляный резервуар в станине 1, консоли 5 и салазки 10 (смотри рисунок 2.3) до рисок маслоуказателей маслом «индустриальное З0)». . б) шприцем заполнить точки 2,9,11 маслом марки «индустриальное 30». в) смазать механизмы стола и салазок при помощи ручного насоса 8 делая 8 качков плунжера 3 раза в смену. При работе электродвигателей главного движения и подач через указатели контроля поступления смазки 13 и 16 должно протекать масло. В случае, если масло в указатель контроля смазки не поступает, работа на станке недопустима. Необходимо провесить работу, насосов, устранить причину, мешающую нормальному поступлению смазки. Всасывание масла насосом коробки скоростей, производится через сетчатый фильтр, который расположен внутри станина. Очистка его может быть произведена через правое окно станины после снятия крышки. Перед перемещением стола салазок и консоли направляющие последних и винт поперечной подачи необходимо смазать из ручной масленки. По истечении трех месяцев после пуска станка в эксплуатацию рекомендуется сменить масло в резервуарах. РЕМОНТ ОБОРУДОВАНИЯ Подготовка оборудования к ремонту 3.1.1 Порядок приёмки в капремонт(Рисунок 3.1) [1, c. 54] Направляемый на капитальный ремонт станок очищают от загрязнений и стружки. Масло и охлаждающую жидкость сливают из емкостей. В случае проведения ремонта без снятия станка с фундамента место около него освобождают от деталей, заготовок и тщательно убирают. Ответственность за подготовку станка для передачи в ремонт несет начальник производственного цеха или начальник участка, старший мастер. В нашем случае предусмотрен ремонт станка в ремонтно-механическом цехе (РМЦ) предприятия, куда его и требует транспортировать. Вместе со станком, отправляемым в РМЦ, должна быть направлена следующая техническая документация: - документы, прибывшие со станком с завода-изготовителя (технический паспорт, руководство, заводской акт приемки и т. д.); - акт технического осмотра перед ремонтом; - ведомость комплекта деталей и сборочных единиц, направляемых в ремонт вместе со станком. Перед отправкой в ремонт станок на месте установки осматривают для определения состояния и комплектности. Передаваемый в ремонт станок должен быть укомплектован, как правило, всеми деталями. Если у поступившего в ремонт станка отсутствуют базовые (корпусные) детали или они имеют сквозные трещины, выломанные стенки, днища или перегородки, то он не может быть принят на капитальный ремонт. В этом случае составляют акт на списание станка. Большое значение при составлении акта техосмотра перед ремонтом имеет опрос рабочих-станочников, работающих на данном станке, а также слесарей-ремонтников, обслуживающих станок во время его эксплуатации.
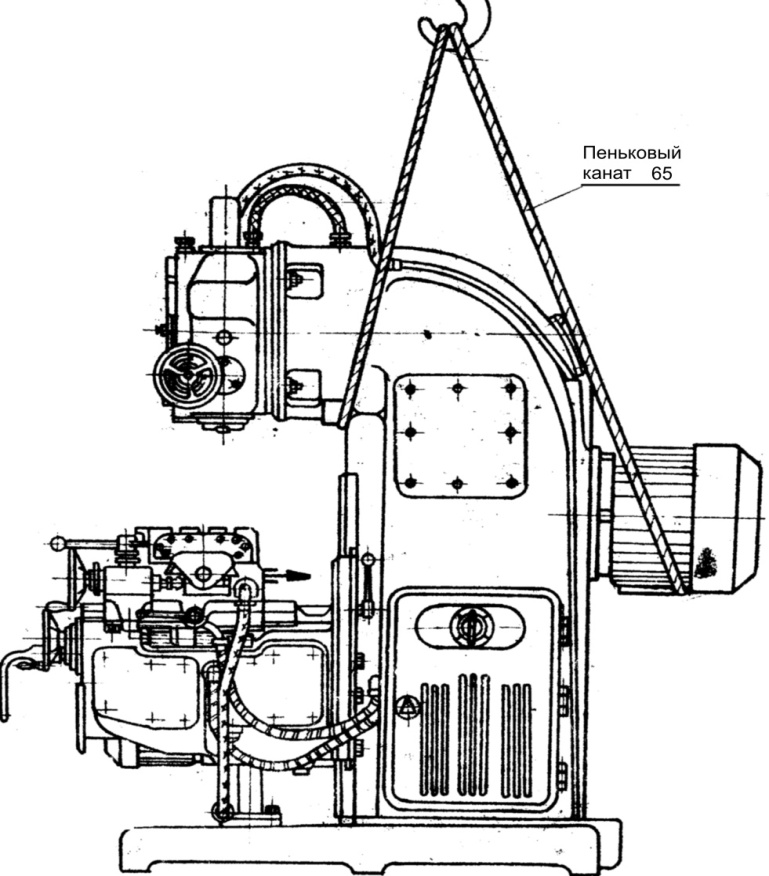
Рисунок 3.1 – Схема технологического процесса капитального ремонта оборудования Демонтаж Перед транспортировкой станка 6М12П в РМЦ его необходимо демонтировать в следующей последовательности: Для снятия (демонтажа) вертикального консольно-фрезерного станка с фундамента следует сначала отвернуть гайки анкерных болтов М20×2,5, крепящих оборудование к фундаменту. Если возникают трудности при отвёртывании гаек, следует смочить их поверхность и резьбу болтов керосином. Если данный способ оказывается неэффективным, то выступающие части болтов вместе с гайками, возвышающиеся над основанием станка, спиливают при помощи ножовочных пил, болгарок. Станину, залитую на фундаменте цементным раствором, прежде чем приподнять грузоподъёмным оборудованием, следует отделить от фундамента монтажными ломами или специальными клиньями. Приподнимать оборудование можно при помощи роликовых ломов. Последующее перемещение станка производится при помощи ручной тали грузоподъёмностью 4 тонны, принцип работы которой основан на действии червячного редуктора, расположенного в корпусе тали. Достоинство данного способа транспортирования в том, что червячная таль более надёжная, чем таль с шестерённым редуктором, так как червячная передача является самотормозящей и случаи обрыва поднимаемого груза минимальны. 3.1.3 Транспортировка станка в РМЦ[1, c. 3] Перед началом транспортировки консоль и салазки сдвинуть в крайнее положение, перемещающиеся узлы закрепить, как показано на рисунке 3.2. При этом необходимо следить за сохранностью отдельных выступающих его частей и окраски станка от повреждения их канатом, под ветви которого следует подкладывать подкладки.
3.1.4 Составление сетевого графика ремонта[2, c. 60] Исходные данные Станок работает в две смены (Ксм = 2), категория ремонтной сложности механической части Rм = 14,5 электрической части Rэ = 7,5 (в том числе электродвигателей – 4). Ремонтная бригада работает в одну смену. 
Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2024 stydopedia.ru Все материалы защищены законодательством РФ.
|