|
|
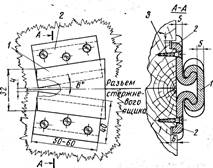
Технология изготовления стержня.В процессе заливки металла в форму происходит выделение газов как из расплава, так и от сгорания связующих и других добавок, входящих в состав формовочных и стержневых смесей. Стержни, находящиеся в контакте с металлом всей внешней поверхностью кроме знаковых частей, нуждаются в устройстве специальных газоотводных каналов. Как правило, газоотводные каналы выводят газы стержня в знаковые его части, а через них в форму, обладающую большей газопроницаемостью, чем сам стержень. Через форму газы выходят в окружающую среду. Устройство искусственной вентиляции в стержнях производят так, чтобы при заливке жидкий металл не попал в газоотводные каналы. В данном вентиляция осуществляется путем наколов, выполняемых вручную иглой . Дополнительно необходимо предусмотреть уклоны на вертикальных (по отношению к плоскости разъема) стенках.В чертеже указанны уклоны на стержне для более простого изъятия его из стержневого ящика. Необходимо, чтобы конструкция стержневых ящиков обеспечивала легкое извлечение стержней. Технология изготовления стержневого ящика к модели Крышка состоит в следующем. Для стержневого ящика выбираем материал – сосну, так как у нее хорошая обрабатываемость, малая влагопоглощаемость, незначительная деформируемость, хорошая сопротивляемость загниванию, дешевизна. Из доски сосны, склеивая, собирают заготовку для основных частей ящика. Размеры каждой заготовки должны быть примерно следующими: толщина на 25—35 мм больше радиуса стержня, ширина на 80—100 мм больше диаметра, а длина равна длине стержня со знаками. Соединив половинки ящика при помощи шипов, кромки одной из сторон выстрагивают под угольник заподлицо к плоскости разъема, затем их разнимают и производят разметку по длине и ширине. После опиловки излишка древесины половинки ящика торцуют до заданного размера и застрагивают на них кромки второй долевой стороны. Затем размечают контур отверстия для стержня. Базой для разметки половинок служат плоскости разъема и выстроганные вначале под прямым углом кромки. Далее обрабатывают для получения точного ящика. Стержневой ящик нужно делать таких размеров, чтобы он был не очень тяжелым, то есть удобным по перемещению и меньше материала уходило на его использование. Ящик делаем разъемным. Его соединяем с помощью скобы, так как это наиболее доступный и удобный способ соединения и крепления двух частей. Приспособления для крепления разъемных стержневых ящиков. Чтобы плотно и прочно соединить половинки стержневых ящиков при набивке стержневой смесью, применяют различные способы крепления. Например, для ящиков со средним габаритным размером до 600 мм применяют металлическое крепление со скобами, устанавливаемое на шурупах в месте разъема ящика:
Рис.6 1 металлическое крепление со скобами 1— скоба, 2 — планка, 3 — шуруп Части стыкуются между собой с помощью шипов (Рис. 7).
Рис. 7. Пример разъемного соединения с помощью круглого шипа
Выбор опок
Опоки выбираются из числа стандартных размеров (500x600, 1000x1200, 1800x2000), и зависят от допустимых расстояний между моделями и элементами формы, а так же от количества моделей на плите.
Выбор типа опок Выбраны прямоугольные (квадратные) опоки, цельнолитые из чугуна. Размеров 1800x2000.
11.2. Разработка схемы расположения моделей в опоке (на плите) и определение размеров опок. Нормальные размеры опок представляют габаритами моделей, расположением литниковой системы и необходимыми расстояния между ними и стенками опок, а также между моделями и верхними и нижними кромками опок. Эти расстояния надо делать возможно меньше; однако они должны быть достаточными, чтобы обеспечить сопротивление формы продавливанию или прорыву ее металлом в полости разъема. Площадь опок должна быть максимально использована моделями. Допустимые расстояния между моделями и элементами формы для данной отливки составляют: Расстояние от верха модели до верха опоки – 70 мм; От низа модели до низа опоки – 70 мм; От модели до стенок опоки – 50мм; От кромки стояка до стенки – 60 мм; От кромки шлакоуловителя до кромки модели – 40 мм.
Выбираем следующие размеры для стенки опоки: Толщину стенки-t=12 мм Размеры бортов: b1=22мм b2=45мм b3=12мм h1=12мм h2=17мм
Рис. 10. Сечение стенки опоки.
Расстояние от края опоки до конца модельной плиты будет составлять 30 мм. Выбрана опока размеров 1800x2000.

Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2024 stydopedia.ru Все материалы защищены законодательством РФ.
|