|
|
Технология назначения способов сварки, типов сварных соединений и сварочного оборудованияДанные и знания по способам сварки записаны в файле Gosts_SpSv, состав БД и Зприведен в таблице 6.5. Таблица 6.5 – Состав БД и Зпоспособам сварки
Продолжение таблицы 6.5
Типы стандартных сварных соединений в БД и З представлены по ГОСТам на способы сварки и записаны в формате .bmp в виде отдельных файлов. Общий технологический процесс максимально упрощен для работы конструктора или технолога и представляет собой комплекс программ, состоящий из семи диалоговых систем, объединенных в головной управляющей программе. Каждая из систем содержит в своем составе БД и З, базу правил и программы логического вывода. Системы могут вызываться автономно или из управляющей программы. В БД и З записана структурированная информация, необходимая для работы систем. База правил содержит идентификаторы понятий и объектов, ключевые слова, модели запросов, продукционные правила (ориентированные на прямой логический вывод) и фреймы. Системы по усмотрению пользователя могут работать в нескольких режимах: поиска информации по ключевым словам, выбора модели запроса из базы правил или формирования запроса с помощью разработанного для этих целей проблемно-ориентированного языка высокого уровня. На рисунке 6.2 показано окно вызова систем из управляющей программы ЭС.
Рисунок 6.2 – Окно вызова систем из управляющей программы ЭС
Программы логического вывода обеспечивают оперативное получение по запросу пользователя (конструктора или технолога) требуемой информации для принятия проектных решений, рекомендаций и пояснений обоснованности вывода. В результате формирования запроса или выбора его из базы правил на экран выводится фрейм с определенным набором полей для ввода данных. Система предлагает ввести данные и ответить на поставленные вопросы. После этого система выполняет поиск и вывод на экран одного или нескольких приемлемых решений. Принятие того или иного решения остается за пользователем. Ниже приведены примеры и результаты работы с системами. На рисунке 6.3 приведен пример и результаты работы с системой назначения материала свариваемой конструкции (СК). БД и З по свариваемым материалам содержит: стали конструкционные углеродистые обыкновенного качества общего назначения, стали конструкционные углеродистые качественные, стали конструкционные легированные, стали конструкционные теплоустойчивые, стали и сплавы коррозионно-стойкие, жаростойкие, жаропрочные, износостойкие, стали и сплавы для отливок. По каждой из групп сталей и сплавов может быть получена следующая информация: наименование группы материала и марка; группа и оценка свариваемости; заменитель выбранной марки и технологические свойства. Также для каждой марки стали приведен химический состав и назначение.
Рисунок 6.3 – Пример и результаты работы с технологией Назначения материала СК
Система, позволяющая выбрать способ сварки, ограничена подмножеством наиболее распространенных способов в машиностроении, приборостроении и в строительстве, в тоже время она открыта для дополнения и развития. База способов сварки представлена отдельным файлом, содержащим подмножество таблиц, в которых приведен код способа, обозначение по стандарту и наименование. Исходными данными для назначения способа сварки является группа материала и марка. На рисунке 6.4 приведен пример и результаты работы с системой.
Рисунок 6.4 – Пример и результаты работы с системой выбора способа сварки В качестве сварочных материалов, применяемых для ручной дуговой сварки, сварки в защитных газах и под флюсом используются: покрытые электроды, проволока, защитные газы и флюсы. БД и З ЭС по сварочным материалам состоит из четырех файлов. Данные по электродам для сварки, наплавки и резки размещены в файле Baza_Weld_EL. Данные по порошковым проволокам размещены в файле Svaro4n_Mat. Данные по сплошным металлическим проволокам размещены в файле Svar_ProvSp. Данные по защитным газам и флюсам размещены в таблицах файла BazaDKSvar. В каждом из файлов содержится некоторое подмножество таблиц. На рисунке 6.5 приведен пример и результат работы с системой выбора покрытых электродов для ручной дуговой сварки, наплавки и резки.
Рисунок 6.5– Пример и результат работы с системой выбора покрытых электродов для ручной дуговой сварки, наплавки и резки
На рисунке 6.6 приведен пример и результат работы с системой выбора порошковой проволоки.
Рисунок 6.6 – Пример и результат работы с системой выбора Порошковой проволоки
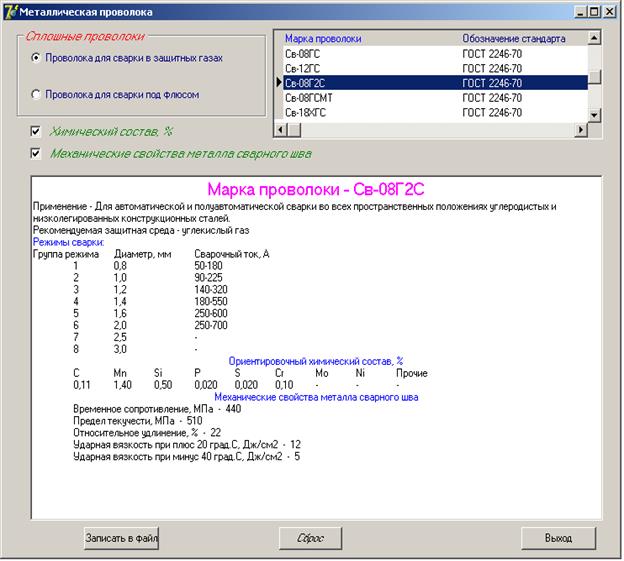
Для получения информации о сплошных металлических проволоках необходимо задать способ сварки, затем отметить какая информация нужна (химический состав и/или механические свойства металла сварного шва) и отметить марку проволоки. На рисунке 6.7 приведен пример и результат работы с системой выбора сплошной металлической проволоки.
Рисунок 6.7 – Пример и результат работы с системой выбора сплошной Металлической проволоки Выбор типа сварного соединения в системе может быть сделан для наиболее распространенных в машиностроении и строительстве способов сварки. Далее пользователь может открыть и ознакомиться с общими требованиями к СК, типам сварных соединений и технологической доступности при выполнении сварки. На рисунке 6.8 приведен пример и результат работы с системой выбора типа сварного соединения.
Рисунок 6.8 – Пример и результат работы с системой выбора Типа сварного соединения
Таким образом, по представленной экспертной системе приведем в заключение следующие выводы: – проведены исследования и анализ методической литературы по методам и средствам создания ЭС, методической, справочной литературы и нормативно-технической документации (государственных стандартов, отраслевых стандартов, технических условий, руководящих технических материалов и т. д.) по сталям и сплавам, применяемым для изготовления сварных конструкций, способам сварки, сварочным материалам, типам сварных соединений, оборудованию для ручной дуговой сварки и сварки под флюсом; – разработаны методы представления данных и знаний, состав и структура базы данных и знаний. Выполнены работы по классификации и группированию информации, определен состав, структура и типы данных представления табличной информации; – разработан опытный образец ЭС для решения трудноформализуемых задач сварки: назначения материалов (сварочных и свариваемых), выбора способа сварки и типов сварных соединений. Система имеет дружественный интерфейс, понятный пользователю, содержащий средства и методы взаимодействия между ЭС и пользователем и обеспечивающий формирование запросов, контроль введенных данных, выдачу результатов; – созданы на магнитных носителях базы данных и знаний по свариваемым материалам, способам сварки, сварочным материалам, типам сварных соединений, оборудованию для ручной дуговой сварки и сварки под флюсом; – БД и З по свариваемым материалам содержит: стали конструкционные углеродистые обыкновенного качества общего назначения, стали конструкционные углеродистые качественные, стали конструкционные легированные, стали конструкционные теплоустойчивые, стали и сплавы коррозионно-стойкие, жаростойкие, жаропрочные, износостойкие, стали и сплавы для отливок. По каждой из групп сталей и сплавов дана следующая информация: код группы материала и марка, группа и оценка свариваемости, заменитель выбранной марки, технологические свойства. Также для каждой марки стали приведен химический состав и назначение; – БД и З по сварочным материалам содержит данные по электродам, проволокам (сплошным, порошковым, порошковым самозащитным), флюсам, защитным газам. В таблицах БД и З каждой из групп сварочных материалов поставлено в соответствие подмножество таблиц, содержащих следующую информацию: код группы материала и марка, тип электрода (проволоки), группа и оценка свариваемости, рекомендуемый заменитель выбранной марки, технологические свойства; – также приведены: основное назначение, технические характеристики, включая производительность сварки и наплавки, типичные механические свойства металла шва при нормальной (кроме особо оговоренных случаев) температуре, типичный химический состав наплавленного металла и рекомендуемые режимы сварки, технологические особенности применения, условное обозначение электродов или обозначение электродов в документации, соответствие электродов зарубежным стандартам: американскому (AWS), международному (ISO), немецкому (DIN), принятую в соответствии с ГОСТ 9466-75 буквенно-цифровую структуру условного обозначения электродов. Проведенные испытания и последующее внедрение на предприятия показали работоспособность БД и З и возможность выполнения всех необходимых манипуляций над данными (замену, дополнение, удаление). ЭС предназначена для использования в процессе конструирования и при проектировании технологических процессов сборочно-сварочного производства. Система выполнена на высоком научно-техническом уровне с использованием современных систем программирования и систем управления базами данных [173 – 186, 241 – 246, 275]. Внедрение ЭС позволяет повысить качество принимаемых проектных решений за счет сокращения затрат ручного труда на работу с нормативно-справочной документацией, на анализ и оценку множества возможных альтернатив, сократить затраты труда при отработке конструкций на технологичность, обеспечить снижение материалоемкости сварных конструкций и на этом этапе гарантировать бездефектное формирование сварных соединений. При разработке учитывалась перспектива расширения функциональных возможностей ЭС, актуализация информации базы данных и знаний, комплексирование ее с системами технологической подготовки производства, включение ее компонент в состав корпоративных информационных систем предприятий и создание на ее основе web-приложений.

Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2024 stydopedia.ru Все материалы защищены законодательством РФ.
|