|
|
Источники питания сварочной дуги
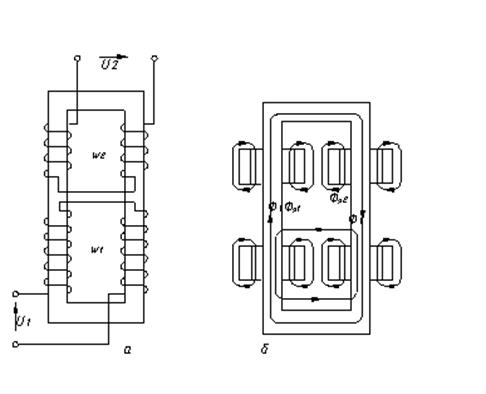
Источники питания сварочной дуги подразделяют по следующим основным классификационным признакам: - по роду сварочного тока – переменного (сварочные трансформаторы) и постоянного (преобразователи, агрегаты, выпрямители) тока; - по числу фаз –однофазные и трехфазные; - по виду внешних характеристик – с падающей, жесткой и возрастающей характеристикой; - по числу одновременно подключаемых сварочных постов – на одно- и многопостовые; - по назначению – на универсальные и специализированные; для ручной, автоматической и полуавтоматической сварки; - по способу установки – на стационарные и передвижные, в том числе и автономные с собственным двигателем внутреннего сгорания. К источникам питания для электродуговой сварки предъявляют следующие требования: напряжение холостого хода источника должно быть достаточным для возбуждения дуги и безопасным для человека; после зажигания дуги напряжение источника должно уменьшаться до значений, соответствующих напряжению горения дуги; при изменении длины дуги не должно происходить значительного изменения сварочного тока; при коротком замыкании ток в цепи должен превышать рабочий ток при сварке не более чем на 40%; возможность легкого и плавного регулирования сварочного тока; иметь хорошие динамические свойства и достаточно высокий КПД. Выполнение всех перечисленных требований достигается выбором основных параметров источников питания: внешней характеристики, напряжения холостого хода, способа регулирования сварочного тока. Сварочные трансформаторы представляют собой одно- или трехфазные понижающие трансформаторы со вторичным напряжением холостого хода 60…110 В, рассчитанные на большие сварочные токи. Необходимая для устойчивого горения дуги индуктивность сварочной цепи на переменном токе может быть получена либо в трансформаторе, либо включением в питающую цепь дуги реактивной катушки. Индуктивность обеспечивает получение крутопадающей характеристики источника и возможность его настройки на заданный режим работы. В зависимости, от способа создания в цепи дуги индуктивного сопротивления трансформаторы могут быть с увеличенным магнитным рассеянием без реактивной катушки и нормальным магнитным рассеянием в сочетании с реактивной катушкой. На рисунке 4.8, а показана электромагнитная схема трансформатора с увеличенным магнитным рассеянием, а на рисунке 4.8, б – распределение магнитных потоков в нем. В трансформаторах установлен сердечник стержневого типа. Первичная W1 и вторичная W2 обмотки разнесены по высоте магнитопровода. При прохождении тока по обмоткам возникают магнитные потоки, основная часть которых (создаваемая намагничивающее силой первичной и вторичной обмоток) замыкается по стержню магнитопровода ФТ, а другая – по воздуху, образуя потоки рассеяния ФР1 и ФР2. Потоки рассеяния наводят в трансформаторе реактивную ЭДС, определяющую его индуктивное сопротивление, которое регулируют, изменяя магнитное сопротивление на пути потоков рассеяния. Это достигается при перемещении катушек по высоте магнитопровода, размещении первичной и вторичной обмоток на разных стержнях сердечника, установке в окне магнитопровода подвижного или неподвижного магнитного шунта. В трансформаторах типов ТС, ТСК и ТД с подвижными катушками первичная и вторичная обмотки расположены на стержне магнитопровода на некотором расстоянии одна от другой. Магнитное рассеяние регулируют, изменяя расстояние между ними.
Рис. 4.8. Электромагнитная схема сварочного трансформатора с повышенным (а) магнитным рассеянием и распределение (б) магнитных потоков В сварочных трансформаторах типа СТШ (рис. 4.9, а) катушки первичной W1 и вторичной W2 обмоток расположены на разных стержнях магнитопровода. Между обмотками в окне магнитопровода установлен магнитный шунт, перемещением которого на пути потоков рассеяния изменяют индуктивное сопротивление, внешнюю характеристику и сварочный ток. Трансформаторы серии СТШ имеют жесткую внешнюю характеристику, конструктивно они выполнены с секционными первичной и вторичной обмотками. В трансформаторах типа ТСД с нормальным рассеянием обмотки размещают на стержневом магнитопроводе таким образом, чтобы потоки рассеяния были минимальными. Для получения необходимой индуктивности в цепь дуги последовательно со вторичной обмоткой включают дополнительную реактивную катушку Wр. В зависимости от ее конструктивного выполнения различают трансформаторы с отдельной и совмещенной катушкой. Промышленность выпускает трансформаторы только с совмещенной реактивной катушкой, которую располагают на магнитопроводе с обмотками трансформатора (рис. 4.9, б).
Рис. 4.9. Электромагнитные схемы сварочных трансформаторов с магнитным шунтом (а) и нормальным рассеянием (б): 1 – подвижный пакет магнитопровода; 2 – рукоятка; 3 – магнитный шунт.
Крутизна падающей нагрузочной характеристики определяется значением индуктивного сопротивления хр катушки Wр. Значение хр изменяют, перемещая подвижный пакет 1 магнитопровода дросселя при помощи рукоятки 2. С ростом воздушного зазора магнитный поток в реактивной катушке и ее индуктивное сопротивление уменьшаются, а сварочный ток увеличивается.
Таблица 4.1. Технические данные сварочных трансформаторов
Для питания дуги постоянного тока используют преобразователи, агрегаты и выпрямители. Сварочные преобразователи. Преобразователь – установка, состоящая из асинхронного электродвигателя и генератора постоянного тока. При отсутствии централизованного электроснабжения для электросварки применяют сварочные агрегаты, включающие в себя двигатель внутреннего сгорания и генератор постоянного тока. Все однопостовые генераторы снабжены намагничивающими обмотками Wн, получающими питание от независимого источника (рис. 4.10, а) или от самого генератора (рис. 4.10, б). В первом случае – это генераторы с независимым возбуждением, во втором – с самовозбуждением. При протекании намагничивающего тока по обмотке Wн в генераторе наводится намагничивающий магнитный поток, который регулируют, изменяя ток намагничивания при помощи резистора R. Обмотка возбуждения Wр включена последовательно с дугой. Магнитный поток ФР, создаваемый намагничивающей силой обмотки Wр возбуждения, возникает только при нагрузке генератора. В зависимости от способа включения обмотки Wр поток Фр направлен встречно или согласно с потоком Фн. При размагничивающем действии потока Фр нагрузочная характеристика генератора приобретает крутопадающий характер. Последовательная размагничивающая обмотка возбуждения предусматрена в генераторах преобразователей ПСО-200, ПСО-500, ПСО-800, АСО-2000.
Рис. 4.10. Схема генераторов сварочного тока: а – с независимым возбуждением; б – с самовозбуждением; в – с расщепленными полюсами При подмагничивающем действии потока Фр нагрузочная возрастающая характеристика генератора становится жесткой. Генератор с параллельной обмоткой самовозбуждения и последовательно включенной размагничивающей обмоткой (рис. 4.10, б) при встречном их включении имеет падающую внешнюю характеристику, создаваемую за счет обмотки Wр. Сварочный ток регулируют ступенчато, переключая число витков последовательной обмотки. В пределах каждой ступени сварочный ток плавно изменяют реостатом R. По этой схеме выполнены генераторы преобразователей ПСО-300М и др. У генераторов с расщепленными полюсами (рис. 4.10, в) падающие внешние характеристики получаются в результате размагничивающего действия потока обмотки якоря (реакции якоря). В таких генераторах одноименные полюса расположены рядом и каждую их пару считают одним, но расщепленным на два. Вертикально размещенные полюса называют поперечными, а горизонтально – главными. Последние имеют небольшое сечение и работают всегда при полном магнитном насыщении, т.е. магнитный поток Фг, при всех нагрузках остается неизменным. Генераторы с расщепленными полюсами, по существу, являются двухполюсными, и их магнитный поток можно разделить на потоки Фг и Фп, которые определяют ЭДС якоря. На холостом ходу, когда отсутствует ток в якорной цепи, магнитный поток реакции якоря, направленный навстречу потоку Фп, также равен нулю. Поэтому потоки Фп и результирующий, определяемый потоками Фг и Фп, имеют наибольшие значения, а генератор – наибольшее напряжение. При работе под нагрузкой через обмотку якоря проходит ток, создающий поток реакции якоря, совпадающий с направлением магнитного потока Фг главных полюсов и увеличивающий его. Направление потока Фп противоположное, и поток реакции якоря уменьшает его. Таким образом, магнитный поток якоря с учетом режима постоянного насыщения главных полюсов не может увеличить поток Фг, он только уменьшает поток Фп, что приводит к снижению напряжения на генераторе. При коротком замыкании в сварочной цепи магнитный поток реакции якоря наибольший, в этом случае результирующий поток, а следовательно, и напряжение генератора уменьшаются до нуля. Таким образом, размагничивающее действие потока реакции якоря создает падающий характер внешней характеристики генератора. Сварочный ток регулируют реостатом в цепи обмотки возбуждения Wп, создающей поток Фп. Преобразователи ПС-300М, ПС-300, СУГ-2Р и другие оборудованы генераторами с расщепленными полюсами. Универсальные сварочные преобразователи предназначены для питания постов ручной и автоматической дуговой сварки в защитной среде. Требуемый характер внешней характеристики получают при различном включении обмоток возбуждении. К сварочным преобразователям с универсальными характеристиками относятся ПСУ-300 и ПСУ-500. Таблица 4.2. Технические данные преобразователей постоянного тока
Сварочные выпрямители. Сварочные выпрямители – это статические преобразователи трехфазного электрического тока в постоянный ток для дуговой сварки. Преимущества сварочных выпрямителей перед генераторами заключаются в более высоких КПД и динамических показателях. Они не имеют вращающихся частей, просты в изготовлении и надежны в эксплуатации, состоят из трансформатора и блока неуправляемых (селеновых, кремниевых) или управляемых (тиристоров) вентилей. Сварочные выпрямители бывают с круто- и пологопадающими или жесткими и универсальными характеристиками. Наиболее распространены одно- и трехфазные мостовые схемы выпрямления. Выпрямители с крутопадающими внешними характеристиками применяют для ручной дуговой сварки. К этой группе относятся выпрямители типов ВСС, ВКС и ВД. Например, выпрямители типа ВСС представляют собой сварочную установку, состоящую из понижающего трансформатора ТV1 (рис. 4.11), блока селеновых выпрямителей VD1...VD6, электродвигателя М1 вентилятора для принудительного охлаждения и аппаратуры управления, смонтированной в общем кожухе. Трехфазный понижающий трансформатор выполнен с увеличенным магнитным рассеянием, что обеспечивает создание семейства падающих характеристик. Сварочный ток регулируют переключением первичной и вторичной обмоток с треугольника на звезду, а также изменением расстояния между первичной и вторичной обмотками. Для получения крутопадающей внешней характеристики и регулирования тока в некоторых конструкциях сварочных выпрямителей используют дроссель насыщения, включенный между трансформатором с нормальным рассеянием и выпрямительным блоком. Сварочный ток регулируют, изменяя намагничение дросселя.
Рис. 4.11. Электрическая схема сварочного выпрямителя Сварочные выпрямители типов ВС, ВДГ, ВДЖ и другие, с полого-падающей или жесткой внешней характеристикой предназначены для сварки в защитной среде. Выпрямитель типа ВС (рис. 4.12); состоит из трехфазного трансформатора ТV1 с нормальным магнитным рассеянием и секционированной первичной обмоткой, выпрямительного блока VD1...VD6, собранного на кремниевых вентилях по трехфазной мостовой схеме, переключателей для регулирования напряжения на дуге, стабилизирующего дросселя L1 в цепи выпрямительного тока, электродвигателя М вентилятора. Напряжение, подаваемое на дугу, регулируют при помощи переключателя, изменяющего число витков первичных обмоток трансформатора. Дроссель L ограничивает скорость нарастания тока с целью уменьшения разбрызгивания расплавленного металла. Для расширения диапазона режимов сварки дроссель секционируют.
Рис. 4.12. Электрическая схема выпрямителя типа ВС Универсальные сварочные выпрямители работают как на жестких, так и на падающих внешних характеристиках. Они обеспечивают изменение сварочного тока и напряжения на дуге, стабилизацию режима сварки при отклонениях напряжения сети.
Рис. 4.13. Электрическая схема выпрямителя ВДУ
Например, сварочный выпрямитель типа ВДУ (рис. 4.13) состоит из трехфазного трансформатора ТV, вентильного блока из шести тиристоров VS1...VS6, собранных по шестифазной схеме с уравнительным дросселем L1, магнитного усилителя А1, блока управления БУ тиристорами, охлаждающего вентилятора с электрическим двигателем М, стабилизирующего дросселя L2. Для получения жестких характеристик индуктивность стабилизирующего дросселя уменьшают, а для получения крутопадающих – увеличивают. Сварочный ток регулируют плавно при помощи блока управления, изменяя угол открытия тиристоров. Таблица 4.3. Технические данные сварочных выпрямителей
Контрольные вопросы и задания. 1. Объясните физические процессы, происходящие в электрической дуге. 2. Чем характеризуется ВАХ электрической дуги? 3. Объясните характер ВАХ электрической дуги в области малых, средних и больших токов. 4. Как зажигают электрическую дугу? 5. Как обеспечивается устойчивое горение электрической дуги? 6. Каковы особенности горения электрической дуги на переменном токе? 7. Перечислите способы регулирования сварочной дуги. 8. Какие требования предъявляются к источникам питания сварочной дуги? 9. Как выбирают величину сварочного тока при ручной сварке? 10. Какие особенности проявляются при сварке постоянным током прямой и обратной полярности? 11. В каком режиме работают источники питания сварочной дуги? 12. Поясните классификацию источников питания сварочной дуги?

Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2024 stydopedia.ru Все материалы защищены законодательством РФ.
|