
|
|
Обработка поверхностей заготовок на строгальных и долбежных станкахСтрогальные станки.Эти станки входят в седьмую группу. К ним относятся поперечно-строгальные, продольно-строгальные (одностоечные и двухстоечные), долбежные и разные строгальные станки.
По вертикальным направляющим станины перемещается траверса 3 с горизонтальными направляющими. На траверсе консольно установлен стол 4 с Т-образными пазами, на котором закрепляют обрабатываемую заготовку. На торце ползуна 7 закреплен вертикальный суппорт 6, который можно устанавливать под углом при строгании наклонных плоскостей. На суппорте смонтирован откидной резцедержатель 5, в котором закрепляют строгальный резец. Резцедержатель сделан откидным и может поворачиваться на шарнирном пальце, что необходимо для свободного скольжения резца по обработанной поверхности заготовки при холостом ходе ползуна. На продольно-строгальных станках обрабатывают крупные тяжелые заготовки. Станки характеризуются наибольшей длиной строгания (ходом стола), которая составляет 1,5—12 м, и шириной строгания, равной 0,7—4,0 м. Продольно-строгальные станки подразделяют на одностоечные и двухстоечные. На двухстоечных станках, имеющих более жесткую конструкцию, обрабатывают более крупные заготовки.
Со станиной жестко связаны две стойки: левая 3 и правая 8, соединенные в верхней части поперечиной 7, что повышает общую жесткость станка. По вертикальным направляющим стоек перемещается траверса 5, которую в зависимости от размера обрабатываемой заготовки устанавливают на определенном уровне от плоскости стола. На траверсе смонтированы два верхних суппорта 6 и ,9, получающие поперечную подачу от коробки подач 10. Суппорты можно поворачивать в вертикальной плоскости. На суппортах установлены откидные резцедержатели для закрепления резцов. По вертикальным направляющим стоек перемещаются боковые суппорты 4 и 11, на которых также установлены откидные резцедержатели. Боковые суппорты имеют индивидуальные коробки подач. Наличие четырех суппортов позволяет одновременно обрабатывать несколько поверхностей заготовки. Долбежные станки.Долбежные станки характеризуются тем, что главное движение резания осуществляется е вертикальной плоскости. Это движение имеет ползун, на котором установлен резцедержатель для закрепления долбежного резца. Длина хода ползуна обычно не превышает 200 мм. Заготовку закрепляют на столе станка, который имеет продольную и поперечную подачи. Кроме того, стол имеет круговую подачу относительно своей вертикальной оси. На строгальных станках обрабатывают плоские поверхности — горизонтальные, вертикальные и наклонные; уступы; пазы Т-образные, У-образные, типа «ласточкина хвоста», призматические (прямоугольные, трапецеидальные); рифленые поверхности; фасонные поверхности (фасонными резцами или по копиру). Кроме того, на них разрезают заготовки.
На рис. VI.59 показаны примеры обработки различных поверхностей на строгальных и долбежных станках. Обработка заготовок на поперечно-строгальных станках показана схемами строгания горизонтальной (а), вертикальной (б) и наклонной (в) плоскостей. На рис. VI.59, г показано строгание рифлений. Наклонную плоскость обрабатывают при повороте верхнего суппорта на угол, равный углу наклона обрабатываемой плоскости, и подаче, направленной параллельно обрабатываемой поверхности. Обработка заготовок на продольно-строгальных станках показана схемами одновременного строгания горизонтальной и вертикальной плоскостей заготовки (д); одновременного строгания призматического паза и паза «ласточкин хвост» (е); строгания фасонной поверхности (ж) по копиру. Обработка заготовок на долбежных станках показана схемами долбления вертикальной плоскости (з), цилиндрической поверхности (и) и шпоночного паза (к). Строгание горизонтальных плоскостей выполняют проходными резцами, вертикальных и наклонных плоскостей — подрезными резцами, пазов — прорезными резцами и т. д. 6. Технологические требования к конструкциям деталей машин, обрабатываемых на строгальных и долбежных станках При конструировании деталей машин, обрабатываемых на строгальных и долбежных станках, необходимо учитывать следующие технологические требования. Поверхности деталей, подлежащие обработке, целесообразно оформлять в виде плоскостей или их сочетаний в пространстве. Следует избегать в конструкциях деталей сложных фасонных поверхностей, обработка которых требует изготовления специальных копиров. Обрабатываемые поверхности целесообразно располагать в одной плоскости (АА) для Обрабатываемые поверхности должны обеспечивать свободный выход резца в направлении главного движения. При строгании уступов необходимо предусматривать разделительные канавки для выхода резца шириной b= 10÷15 мм при обработке заготовок на поперечно-строгальных станках и b= 30÷40 мм при обработке заготовок на продольно-строгальных станках (рис. VI.60, б). Поверхности детали, расположенные под углом друг к другу, необходимо разделять канавками для выхода резца из материала заготовки (рис. VI.60, в), что обеспечит правильную сборку этой детали с сопрягаемой. Конструкция деталей с узкими длинными поверхностями должна обеспечивать строгание их в продольном направлении, так как строгание в поперечном направлении приводит к значительным вибрациям (рис. VI.60., г). Вибрации могут возникнуть при строгании поверхностей малой длины, когда при этом назначают большое число двойных ходов резца в минуту. На строгальных станках нецелесообразно обрабатывать ребристые и прерывистые поверхности, так как это вызывает вибрацию системы СПИД. В крайнем случае допустимо строгание по длине ребристых поверхностей (рис. VI.60, д). Перед обработкой поверхности необходимо прострогать фаски b×45° со стороны входа и выхода резца (рис. VI.60, е). Это обеспечивает более плавное врезание резца в материал заготовки и уменьшает ударную динамическую нагрузку, а при выходе резца предотвращает скалывание материала заготовки. При строгании бортов деталей коробчатой формы необходимо для увеличения прочности и жесткости бортов усиливать их дополнительными внутренними или наружными (рис. VI.60, ж) ребрами жесткости, что исключает их разрушение вследствие ударной динамической нагрузки. Пазы, обрабатываемые строганием напроход, должны быть открытыми. При строгании Т-образного паза ширина bдолжна обеспечивать ввод резца (рис. VI.60, з). В отдельных случаях целесообразно Т-образные пазы выполнять сборными (рис. VI.60, и). Нежесткие конструкции необходимо усиливать ребрами жесткости, что обеспечивает более высокую точность обработки. В конструкциях деталей следует избегать обработки поверхностей, расположенных в углублениях. При долблении несквозных шпоночных и шлицевых пазов необходимо предусматривать канавки для выхода долбежного резца (рис. VI.60, к). Поверхности, обрабатываемые долблением, должны быть небольшой длины, так как при обработке длинных заготовок необходим большой вылет резца из резцедержателя, что приводит к значительным деформациям его и разрушению.
Гласа 6. ОБРАБОТКА ЗАГОТОВОК НА СВЕРЛИЛЬНЫХ СТАНКАХ 
Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2024 stydopedia.ru Все материалы защищены законодательством РФ.
|
 Поперечно–строгальные станки используют в серийном производстве и во вспомогательных цехах машиностроительных заводов. На них обрабатывают заготовки, когда длина строгания не превышает 1000 мм. Общий вид поперечно-строгального станка показан на рис. VI.57. Фундаментная плита 1 служит для установки и закрепления станка на фундаментном основании пола. На плите закреплена станина 2 с фланцевым электродвигателем 8. В станине смонтированы коробка скоростей станка и кулисный механизм или гидропривод, обеспечивающие возвратно-поступательное движение ползуна 7 по горизонтальным направляющим станины.
Поперечно–строгальные станки используют в серийном производстве и во вспомогательных цехах машиностроительных заводов. На них обрабатывают заготовки, когда длина строгания не превышает 1000 мм. Общий вид поперечно-строгального станка показан на рис. VI.57. Фундаментная плита 1 служит для установки и закрепления станка на фундаментном основании пола. На плите закреплена станина 2 с фланцевым электродвигателем 8. В станине смонтированы коробка скоростей станка и кулисный механизм или гидропривод, обеспечивающие возвратно-поступательное движение ползуна 7 по горизонтальным направляющим станины.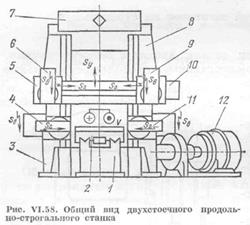 Общий вид двухстоечного продольно-строгального станка показан на рис. VI.58. Станина 1 имеет продольные горизонтальные направляющие, по которым стол 2 совершает возвратно-поступательное движение. Стол с закрепленной на нем обрабатываемой заготовкой получает прямолинейное движение от реечной передачи, червяка и червячной рейки или от гидроцилиндра. Приводом главного движения служит электродвигатель 12.
Общий вид двухстоечного продольно-строгального станка показан на рис. VI.58. Станина 1 имеет продольные горизонтальные направляющие, по которым стол 2 совершает возвратно-поступательное движение. Стол с закрепленной на нем обрабатываемой заготовкой получает прямолинейное движение от реечной передачи, червяка и червячной рейки или от гидроцилиндра. Приводом главного движения служит электродвигатель 12. На долбежных станках обрабатывают плоские вертикальные поверхности, многогранники, многогранные отверстия, наружные пазы, фасонные поверхности.
На долбежных станках обрабатывают плоские вертикальные поверхности, многогранники, многогранные отверстия, наружные пазы, фасонные поверхности. обработки их за один проход (рис. VI.60, а).
обработки их за один проход (рис. VI.60, а).